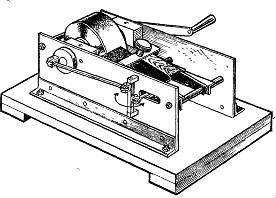
Вращением ручки приводится в движение наждачный камень. Одновременно с помощью шатунов вращательное движение преобразуется в поступательное движение затачиваемого инструмента, который закреплен в станке. Режущая кромка инструмента равномерно движется по поверхности вра-щающегося наждачного камня то вправо, то влево. Благодаря этому работает вся поверхность наждачного камня и получается очень ровная режущая кромка.
Проследим, как все это происходит. Между двумя опорами 24 на валу 11 закреплен наждачный камень 12. Вал установлен в двух подшипниках 10. Вместе с валом
вращается закрепленный на нем эксцентрик 9. На эксцентрике установлено ушко 8, в котором закреплен конец шатуна 7. Второй конец шатуна закреплен в ушке 6, установленном на стойке 25. Стойка может поворачиваться в ушках 5. На стойке есть еще одно ушко 4, в котором укреплен малый шатун 3. Второй конец малого шатуна соеди-нен с нижней кареткой ушком 28. Каретка состоит из двух частей нижней, которая двигается по направляющим 19, и верхней, которая свободно лежит на нижней каретке. Благодаря этому затачиваемый инструмент, установленный на верхней каретке под скобой 17, без излишнего нажима ложится режущей кромкой на поверхность наждачного камня.
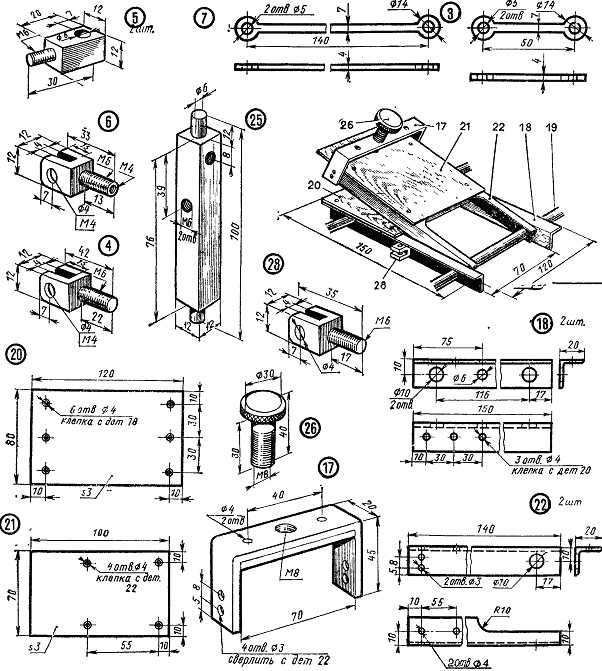
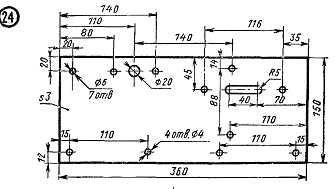
1 — основание;
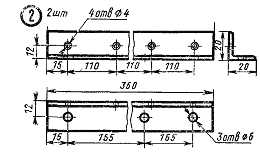
2 — угольник (2шт);
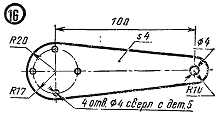
3 — шатун малый;
4 — ушко № 1;
5 — ушко № 2 (2 шт.);
6 — ушко № 3;
7 — шатун большой;
8 — ушко № 4;
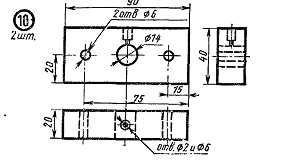
9 — эксцентрик,
10 — подшипник;
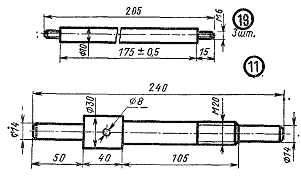
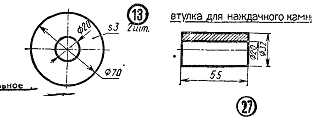
11 — вал,
12 — наждачный камень,
13 — шайбы;
14 — гайка М20;
|
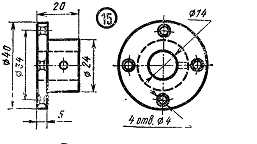
15 — фланец ручки;
16 — рычаг ручки;
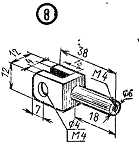
17 — скоба;
18 — угольник нижней каретки (2 шт.);
19 — стержни (3 шт., два из которых служат направ-ляющими);
20 — основание нижней каретки;
21 — основание верхней каретки;
22 — угольник верхней каретки (2 шт.);
23 — ножки основания;
24 — опоры (2 шт.);
25 — стойка;
26 — винт с накаткой М8;
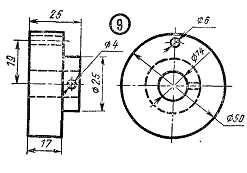
27 — втулка для наждачного камня;
28 — ушко № 6. |
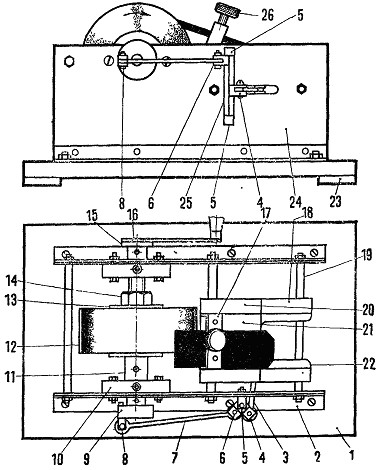
Находящийся на валу эксцентрик преобразует вращательное движение ручки в поступательное движение большого и малого шатуна. Малый шатун, соединенный с нижней кареткой, заставляет ее перемещаться вдоль направляющих. Инструмент фиксируется в верхней каретке винтом 26 с накаткой.
В заключение несколько слов об особенностях изготовления отдельных деталей станка.
Все детали станка изготавливаются из стали, за исключением подшипников 10, которые могут быть сделаны и из дерева. Но гораздо дольше прослужат подшипники из бронзы любой марки.
Основание станка — из древесностружечной плиты размером 440Х Х280 мм. Толщина основа-ния — 20 мм. Ножки 23 основания станка — из фанеры.
Основания 20 и 21 верхней и нижней кареток можно изготовить из стали, но можно и из дюра-люминия.
Эксцентрик 9 и фланец 15 для ручки закрепляются на валу 11 с помощью шпилек. Поэтому бо-ковые отверстия в деталях 9 и 15 сверлятся совместно с валом.
Длина резьбы на валу 11 не указана. Она зависит от размера точильного камня.
Наружный диаметр втулки 27 указан ориентировочно, он тоже определяется исходя из диаметра отверстия точильного камня.
Чтобы винт 26 надежно держался в скобе 17, под нее на заклепках ставится дополнительная пластинка. Она видна на рисунке 17.
Обратите внимание, что наждачный камень должен вращаться навстречу режущей кромке инструмента!
С. КОКОРЕВ Рисунки Н. КИРСАНОВА